The carding process targets the fiber layer (licker-in carding), fiber bundles (flat carding), and pseudo-neps within the fibers (cylinder and flat carding). Adjacent carding teeth in a carding machine are arranged in a crisscrossing or parallel configuration. The relative movement between the teeth occurs in different directions, interacting and generating impact, friction, and carding forces on the fibers. These forces penetrate and break down the fiber bundles into individual fibers, dissolving neps. Excessive or insufficient force will affect the carding teeth’s ability to grasp, card, release, and transfer fibers, leading to an increase in short linters and neps.

1. Card Tooth Sharpness
Card tooth sharpness refers to the strength, hardness, and abrasion resistance of the tooth tips. The carding teeth must effectively card the fibers while preventing excessive carding. The tooth tip area determines the sharpness of the card cloth; a smaller area results in greater sharpness. Good abrasion resistance at the tooth tip (working edge) is also important, with edges generally at right angles. Good tooth roughness is also an essential property of metallic card cloth. A shallower, lower carding depth reduces the tip area and maintains sharp edges on the carding teeth, improving combing and piercing capabilities, but fiber damage must be prevented.
2. Carding Tooth Height and Angle
The depth of the carding teeth is closely related to the overall height; the overall height tends to decrease as the tooth depth decreases. Higher teeth result in greater friction, shorter lifespan, and less fiber movement between the teeth, leading to more passive combing (dragging) and poor fiber transfer. Lower teeth result in stronger active combing at the tooth tips, facilitating fiber transfer and improving combing effectiveness. The doffer, on the other hand, exhibits the opposite characteristics, but anti-crushing considerations must be taken into account.
A smaller working angle prevents fibers from sinking into the tooth roots, enhancing fiber transfer and release capabilities, but reducing holding and combing ability. A larger working angle results in a higher transfer rate, but excessively large angles negatively impact mixing, uniformity, and combing effectiveness. Therefore, the working angle design should comprehensively consider both combing and transfer rates.
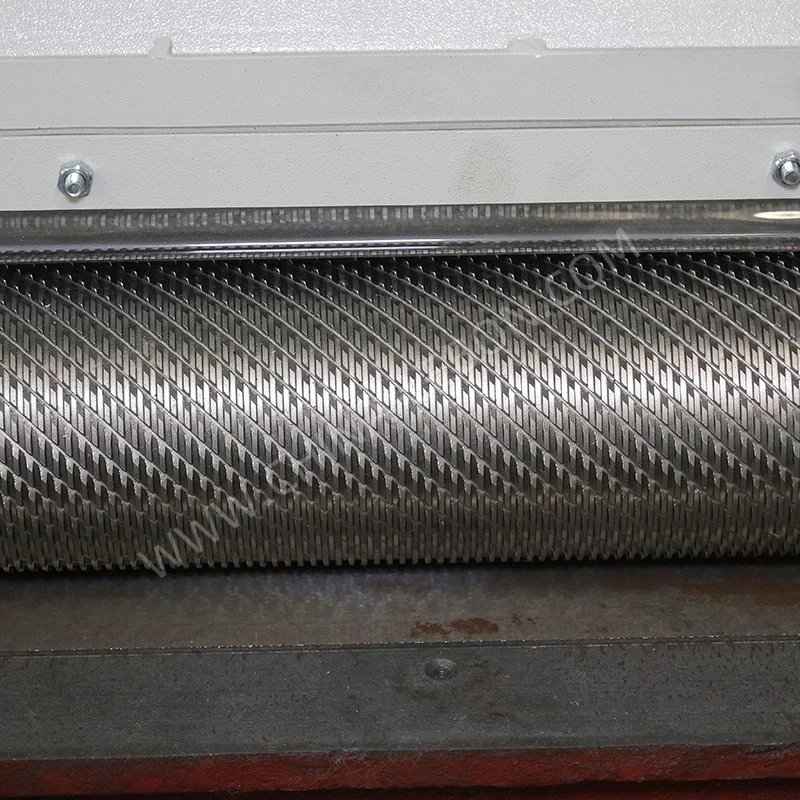
3. Carding Density
Increasing cylinder tooth density improves fiber gripping and combing ability, as well as the number of teeth acting on each fiber, reducing carding wear and deterioration; however, it increases frictional resistance to fibers, making them more prone to seed embedding and reducing combing and transfer ability. Increasing transverse tooth density, with a corresponding reduction in base thickness, increases combing ability, reduces neps, and has a significant effect on improving quality. Doffer tooth density, due to its different combing and transfer functions, should be moderate; it needs to be optimized in conjunction with the cylinder and the spun fiber for easy gripping and release.
The fiber combing effect is related to raw materials, equipment, carding machine process configuration, equipment management, etc., and the selection of carding cloth also greatly affects short fibers and neps during the combing process. To reduce neps and short fibers, carding cloth with good sharpness and high tooth density must be selected. Ordinary carding cloth, with sharp edges, can improve combing and piercing ability, especially in tight-spaced, strong-combing processes, significantly reducing neps; however, uncontrollable short fibers and excessive combing are difficult to avoid.
